Fouten bij het lassen en deze inspecteren
Wanneer wij een product hebben gelast, zijn wij verplicht om de kwaliteit te kunnen waarborgen voor zijn toepassing. Omdat het moeilijk is om ons product na het lassen nog te controleren op zijn sterktes zonder destructief onderzoek gebruiken wij strengen normen en overgekwalificeerde materialen om zeker aan de gestelde eisen te voldoen.
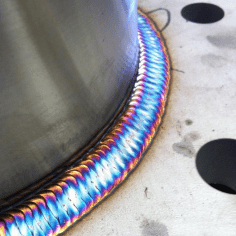
We kijken onze lassen als eerste visueel na volgens strenge normen. In deze normen spreken we niet meer over fouten maar over onvolkomenheden, dit omdat er vaak een bepaald aantal “fouten” in de las is toegestaan.
Foutloze lassen bestaan helaas niet…
We kunnen de onvolkomenheden opdelen in een aantal groepen:
- Scheuren
- Holten
- Vaste insluitsels
- Bindingsfouten en onvolkomenheden in de doorlassing
- Geometrische afwijkingen
- Overige onvolkomenheden


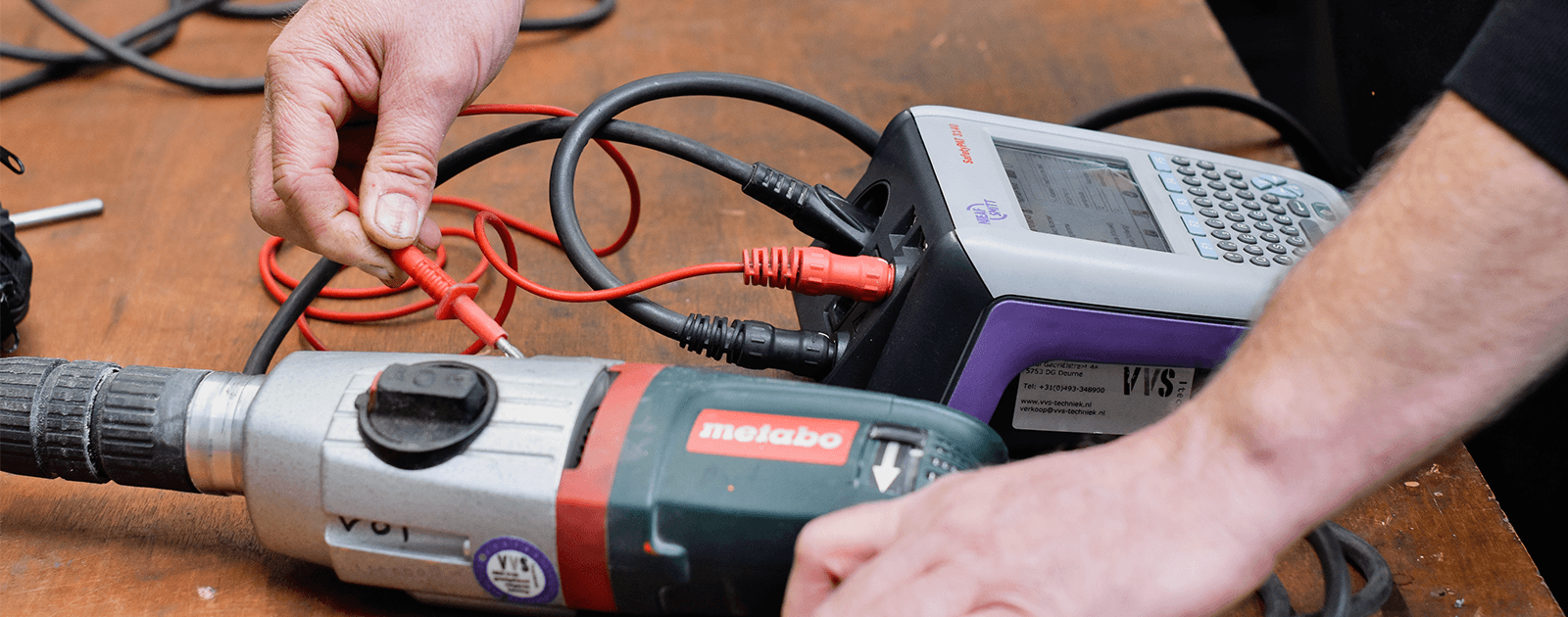
Veel van de genoemde onvolkomenheden kunnen we al keuren met het blote oog en meet gereedschap. Zo kunnen we bijvoorbeeld de a-Hoogte, Z-maat en S-maat prima meten met het juiste meetgereedschap.
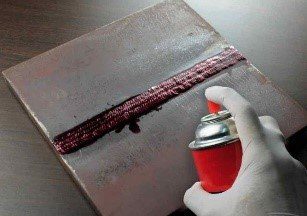
Ook onvolkomenheden net op en in het oppervlak kunnen we naar boven halen met een klein beetje extra hulp. Hiervoor kunnen we penetrante vloeistoffen gebruiken die in de kleinste holtes en scheuren lopen op het oppervlak. Door middel van het aanbrengen van een ontwikkelaar zien we deze fouten met het blote oog. Mochten we nu nog een stukje dieper in het oppervlak willen kijken is het mogelijk om door middel van een magnetisch onderzoek de fouten tot 3 mm onder het oppervlak aan de oppervlakte te laten aftekenen.
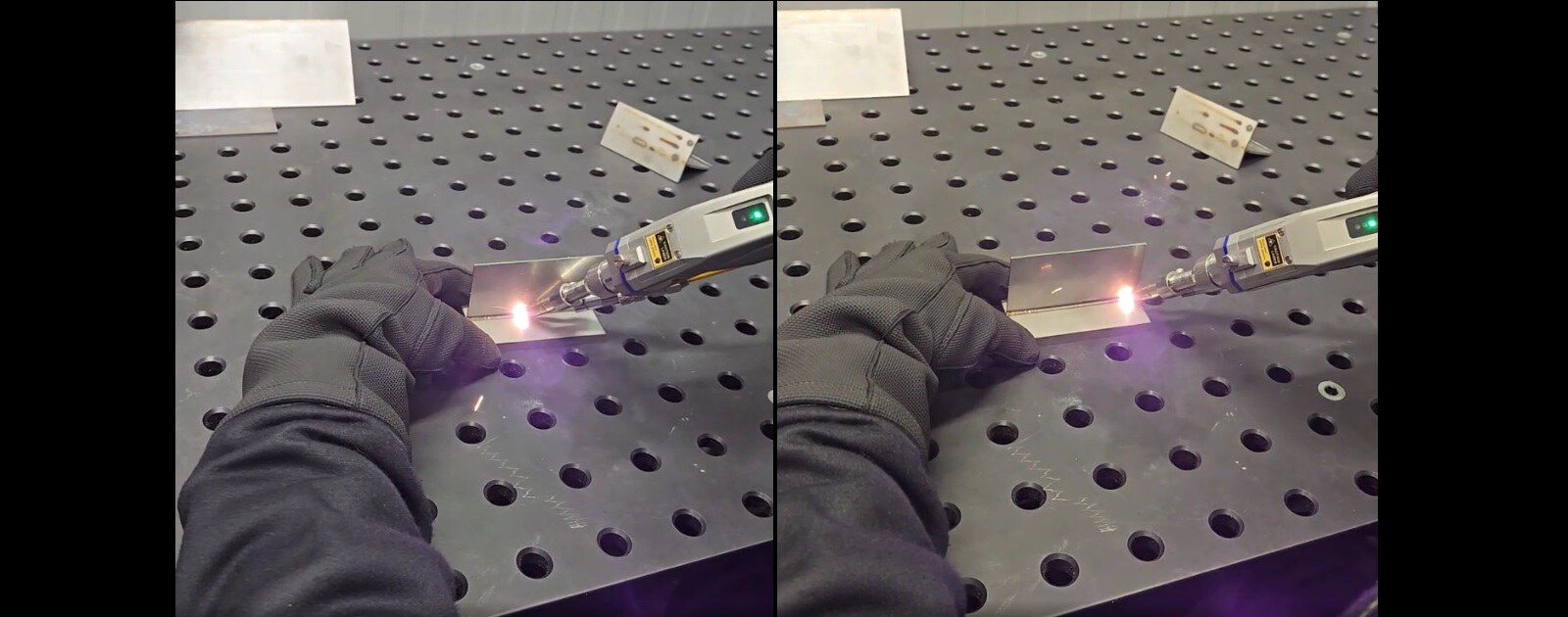
Wanneer de eis is om echt alle onvolkomenheden in beeld te brengen kunnen we nog kiezen voor en röntgen- of isotooponderzoek.
Hierbij krijgen we een mooie 2D foto van de las waarop alle fouten te meten zijn. Omdat deze twee methodes werken met radioactieve onderdelen wordt dit vaak bij externe firma’s uitgevoerd. Een mooi alternatief is tegenwoordig het ultrasoon- of TOFD onderzoek, hierbij ziet een inspecteur ter plaatse waar de fout zit en kan deze eventueel meteen gerepareerd worden.
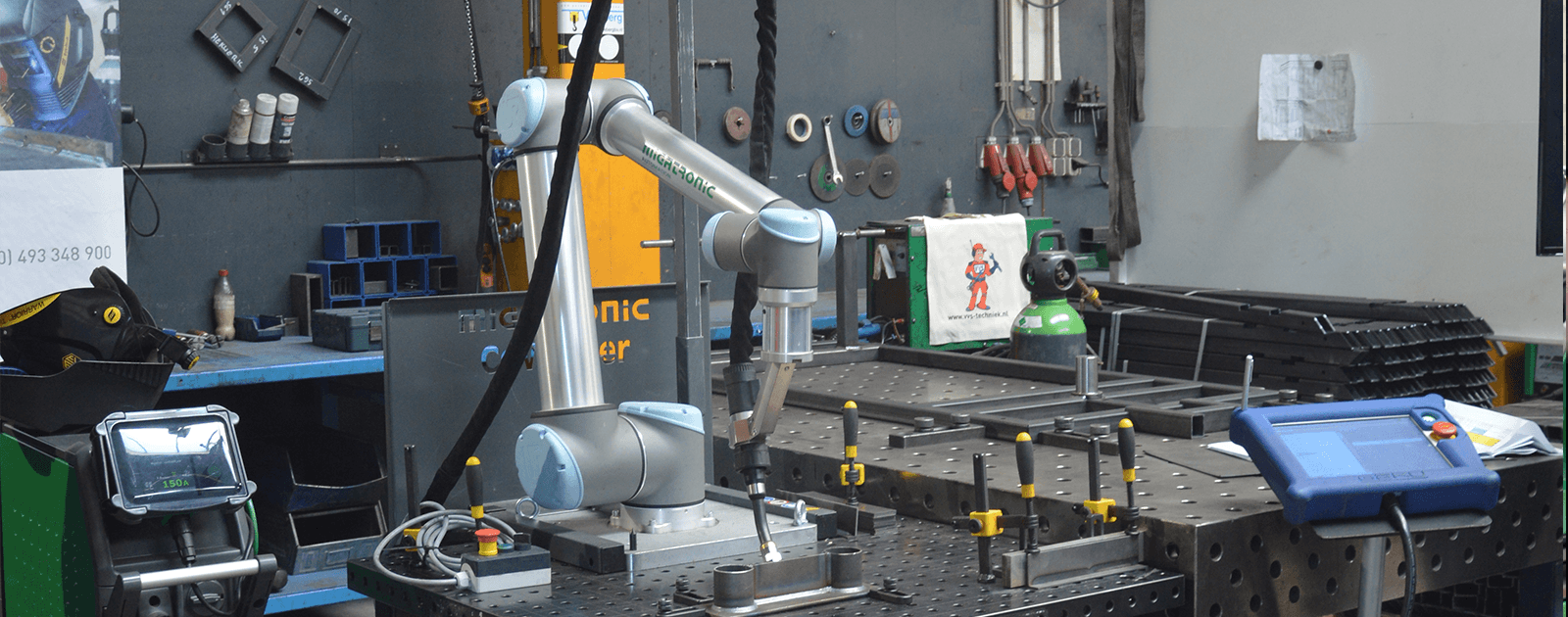
Wij, bij VVS-Techniek kunnen je prima helpen met het opzetten van kwaliteitssystemen zoals de ISO 3834 en het adviseren en inspecteren van uw laswerk volgens ISO 5817:2014 en ISO 14731:2006.